How to Choose Engineering Plastics for Precision Component Design|LCP, PPS, PEI Compared
Key Takeaways
• Selecting engineering plastics for high-precision parts requires evaluating dimensional stability, moisture absorption, heat resistance, and molding accuracy.
• LCP offers extremely low thermal expansion and excellent flow, ideal for thin and micro-detailed parts.
• PPS provides high heat resistance, low moisture absorption, and strong dimensional accuracy, even in harsh environments.
• PEI delivers continuous high-temperature performance, electrical insulation, inherent flame resistance, and visual clarity.
• Proper material selection must consider operating temperature, part geometry, tolerances, moisture conditions, insulation needs, and mold design.
In precision component design whether for electronics, automotive systems, medical devices, or industrial machinery small dimensional deviations can significantly affect performance. Choosing the right engineering plastic is therefore essential. This article compares LCP, PPS, and PEI, focusing on their suitability for high-precision applications and key criteria engineers must evaluate in real-world production.
Required Properties for Engineering Plastics Used in Precision Parts
Engineering plastics for high-precision components should offer:
• Dimensional stability: Resistant to deformation during molding and actual use
• Low moisture absorption: Prevents swelling and mechanical property changes
• Heat resistance: Maintains shape and strength at elevated temperatures
• Precision moldability: Supports fine injection molding and detailed machining
Three commonly used materials meeting these requirements are LCP, PPS, and PEI.
Properties and Applications of LCP
• Extremely low coefficient of thermal expansion (CTE), close to metals
• Excellent flowability → suitable for thin-walled and fine-featured parts
• Stable dimensions with strong mechanical properties
• Compatible with glass fiber reinforcement
Typical applications: Connectors, sensor covers, miniature medical components
Key advantage: Performs well in hot and humid environments and reduces mold wear.
Properties and Applications of PPS
• Heat resistance up to 200°C (continuous use approx. 180°C)
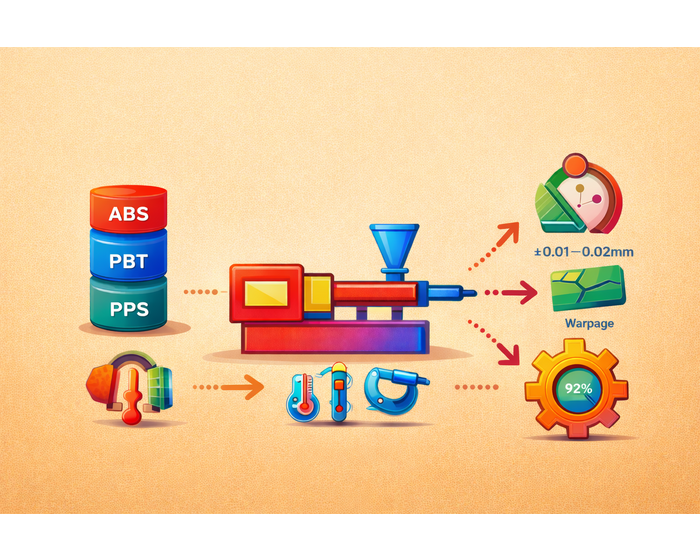
• Very low moisture absorption → high dimensional stability
• Strong, flame-resistant, and self-extinguishing
• Moldable even for complex shapes
Typical applications: Automotive ECU housings, pumps, precision gears
Key advantage: Ideal for applications requiring both high heat resistance and tight dimensional tolerance.
Properties and Applications of PEI
• Continuous heat resistance 170–180°C
• Excellent electrical insulation and creep resistance
• Naturally flame-resistant (UL94 V-0 without additives)
• Strong, dimensionally stable, and visually transparent
Typical applications: Aerospace components, medical devices, IC trays, connectors
Key advantage: Suitable for parts requiring both precision and high-quality appearance.
Critical Factors to Review When Selecting Materials
Before choosing LCP, PPS, or PEI, consider:
• Actual operating temperature range & continuous heat exposure
• Part geometry, thickness, and required tolerances
• Moisture levels in both usage and storage environments
• Electrical insulation or flame-retardant requirements
• Mold structure, processing method, and production cost
Technical data alone is insufficient engineers must evaluate real usage conditions and molding process constraints as well.
Summary
LCP, PPS, and PEI each offer distinct advantages for high-precision applications. Proper evaluation of heat, moisture, geometry, and processing conditions ensures better performance, reduced scrap, and longer component life.
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
❓ FAQ
Q1: Why is LCP suitable for extremely detailed components?
A: Because it has ultra-low thermal expansion, high flowability, and excellent dimensional accuracy.
Q2: What types of applications are best suited for PPS?
A: High-temperature, high-precision applications such as ECUs, pumps, and precision gears.
Q3: How is PEI different from PPS and LCP?
A: PEI offers strong heat resistance, electrical insulation, and inherent flame retardance while maintaining transparency and high structural strength.
📚 Glossary
LCP: Liquid crystal polymer with excellent dimensional stability and flow
PPS: Heat-resistant, low-moisture engineering plastic suited for precision parts
PEI: High-temperature, electrically insulating, inherently flame-retardant plastic
Dimensional Stability: Ability to maintain shape under heat and moisture
UL94 V-0: High-level flame retardancy classification
#EngineeringPlastics #PrecisionParts #LCP #PPS #PEI #InjectionMolding #HeatResistantPlastic #HighPerformancePolymers #PlasticEngineering #DimensionalStability