วิธีเลือกพลาสติกวิศวกรรมสำหรับการออกแบบชิ้นส่วนความแม่นยำสูง|เปรียบเทียบคุณสมบัติ LCP, PPS และ PEI
Key Takeaways
• การเลือกวัสดุสำหรับชิ้นส่วนความแม่นยำสูงต้องพิจารณาความเสถียรมิติ การดูดชื้น ความทนความร้อน และความแม่นยำในการแปรรูป
• LCP มีค่าสัมประสิทธิ์การขยายตัวต่ำ ไหลตัวดี เหมาะกับชิ้นบางและชิ้นส่วนละเอียด
• PPS ทนความร้อนสูง ดูดน้ำต่ำ เหมาะกับชิ้นส่วนที่ต้องการความแม่นยำแม้ในอุณหภูมิสูง
• PEI ทนความร้อนต่อเนื่องดี เป็นฉนวนไฟฟ้า และมีความโปร่งใส เหมาะกับงานที่ต้องการความแข็งแรงและภาพลักษณ์
• การเลือกวัสดุต้องพิจารณาอุณหภูมิใช้งาน ความหนา ความคลาดเคลื่อน ความชื้น และความต้องการด้านฉนวน/หน่วงไฟ
การออกแบบชิ้นส่วนความแม่นยำสูงในอุตสาหกรรมต่าง ๆ เช่น อิเล็กทรอนิกส์ ยานยนต์ การแพทย์ หรือเครื่องจักร ต้องอาศัยวัสดุที่มีสมบัติเชิงมิติ เสถียร ต่อสภาวะแวดล้อมและกระบวนการขึ้นรูป ความผิดพลาดเพียงเล็กน้อยอาจส่งผลต่อการประกอบและประสิทธิภาพการทำงาน บทความนี้นำเสนอเกณฑ์สำคัญในการเลือกพลาสติกวิศวกรรม และเปรียบเทียบคุณสมบัติของ LCP, PPS และ PEI ซึ่งเป็นวัสดุหลักที่ใช้ในชิ้นส่วนความแม่นยำสูง
เงื่อนไขที่วัสดุพลาสติกวิศวกรรมต้องมีสำหรับชิ้นส่วนความแม่นยำ
วัสดุสำหรับชิ้นส่วนที่ต้องการความแม่นยำสูงควรมีคุณสมบัติดังนี้:
• ความเสถียรของมิติ: ไม่เปลี่ยนรูปง่ายระหว่างการขึ้นรูปหรือการใช้งาน
• การดูดซึมน้ำต่ำ: ลดการบวมและการเปลี่ยนแปลงคุณสมบัติเชิงกล
• ทนความร้อน: คงรูปและรักษาความแข็งแรงเมื่ออยู่ในอุณหภูมิสูง
• แปรรูปได้แม่นยำ: รองรับงานฉีดขึ้นรูปละเอียดและงานกลึงที่ต้องการความเที่ยงตรง
วัสดุที่ตอบโจทย์อย่างแพร่หลาย ได้แก่ LCP, PPS และ PEI
คุณสมบัติและการใช้งานของ LCP
• ค่าสัมประสิทธิ์การขยายตัวทางความร้อนต่ำมาก ใกล้เคียงโลหะ
• ไหลตัวดีมาก เหมาะกับชิ้นส่วนที่บางหรือมีรายละเอียดเล็ก
• เสถียรเชิงมิติและแข็งแรงเชิงกล
• ทำงานร่วมกับวัสดุเสริมแรงได้ดี เช่น ใยแก้ว
การใช้งานทั่วไป: คอนเนกเตอร์, ฝาครอบเซ็นเซอร์, ชิ้นส่วนอุปกรณ์การแพทย์ขนาดเล็ก
จุดเด่น: เหมาะกับสภาพแวดล้อมร้อนชื้น และช่วยลดการสึกหรอของแม่พิมพ์
คุณสมบัติและการใช้งานของ PPS
• ทนความร้อนได้ถึง 200°C (ใช้งานต่อเนื่องประมาณ 180°C)
• การดูดน้ำต่ำมาก → คงรูปดี
• แข็งแรง ทนไฟ ไม่ติดไฟเอง
• แปรรูปง่ายแม้ชิ้นงานซับซ้อน
การใช้งานทั่วไป: ECU รถยนต์, ปั๊ม, เฟืองความแม่นยำสูง
จุดเด่น: เหมาะกับงานที่ต้องการทนความร้อนระดับสูงและความแม่นยำเชิงมิติอย่างเข้มงวด
คุณสมบัติและการใช้งานของ PEI
• ทนความร้อนต่อเนื่อง 170–180°C
• ฉนวนไฟฟ้าดี ต้านการคืบตัว
• ไม่ต้องเติมสารหน่วงไฟก็ได้ระดับ UL94 V-0
• แข็งแรง คงรูปดี และมีความโปร่งใส
การใช้งานทั่วไป: ชิ้นส่วนอากาศยาน, อุปกรณ์การแพทย์, ถาด IC, คอนเนกเตอร์
จุดเด่น: เหมาะกับงานที่ต้องการความแม่นยำเชิงมิติและความสวยงามภายนอกไปพร้อมกัน
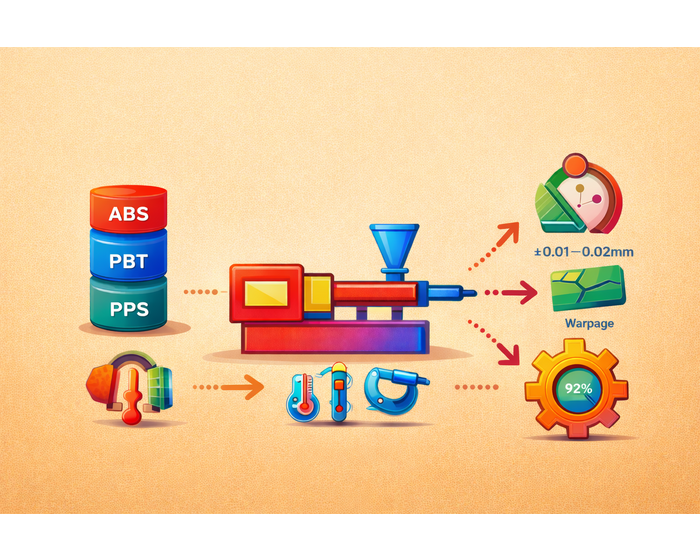
จุดตรวจสอบสำคัญในการเลือกวัสดุ
ก่อนตัดสินใจเลือก LCP, PPS หรือ PEI ควรประเมิน:
• ช่วงอุณหภูมิการใช้งานจริง / อุณหภูมิต่อเนื่อง
• รูปทรง ความหนา และค่าความคลาดเคลื่อนของชิ้นงาน
• ความชื้นในสภาพแวดล้อมใช้งานและการเก็บรักษา
• ความจำเป็นด้านฉนวนไฟฟ้า หรือสมรรถนะการหน่วงไฟ
• โครงสร้างแม่พิมพ์ กระบวนการผลิต และต้นทุน
การอ้างอิงเฉพาะข้อมูลเทคนิคของวัสดุไม่เพียงพอ ต้องพิจารณา สภาพแวดล้อมการใช้งานจริง และ ข้อจำกัดของกระบวนการขึ้นรูป ควบคู่กัน
สรุป
LCP, PPS และ PEI มีคุณสมบัติที่แตกต่างและเหมาะกับงานความแม่นยำในรูปแบบเฉพาะ การเลือกวัสดุที่ถูกต้องต้องพิจารณาความร้อน ความชื้น รูปทรง และความต้องการในการแปรรูป เมื่อเลือกได้เหมาะสม จะช่วยเพิ่มคุณภาพ ลดของเสีย และยืดอายุการใช้งานของชิ้นส่วนได้อย่างมาก
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
❓ FAQ
Q1: ทำไม LCP จึงตอบโจทย์งานชิ้นส่วนที่ละเอียดมาก?
A: เพราะมีค่าสัมประสิทธิ์การขยายตัวต่ำ ไหลตัวดี และคงรูปแม่นยำ
Q2: PPS เหมาะกับงานประเภทใด?
A: งานที่ต้องทนความร้อนสูง ต้องการความแม่นยำ และต้องการคุณสมบัติทางไฟฟ้าที่ดี
Q3: PEI ต่างจาก PPS และ LCP อย่างไร?
A: PEI ทนความร้อนสูง เป็นฉนวนไฟฟ้าดี และมีความโปร่งใส จึงเหมาะกับงานที่ต้องการทั้งความแข็งแรงและภาพลักษณ์
📚 Glossary
LCP: พอลิเมอร์ผลึกเหลว ไหลดี เสถียรเชิงมิติ
PPS: พลาสติกทนความร้อนสูง ดูดน้ำต่ำ เหมาะกับชิ้นงานแม่นยำ
PEI: พลาสติกทนร้อน ฉนวนดี หน่วงไฟได้โดยไม่ต้องเติมสาร
Dimensional Stability: ความคงรูปของชิ้นงานเมื่อเจอความร้อนหรือความชื้น
UL94 V-0: มาตรฐานหน่วงไฟระดับสูงสุดระดับหนึ่ง
#พลาสติกวิศวกรรม #ชิ้นส่วนแม่นยำ #LCP #PPS #PEI #ทนความร้อน #ฉีดพลาสติก #ขึ้นรูปพลาสติก #แม่พิมพ์แม่นยำ #วัสดุอุตสาหกรรม