ความแตกต่างระหว่างคาร์บูไรซิง ไนไตรดิ้ง และช็อตพีนนิ่ง|เทคนิคชุบแข็งผิวโลหะสำหรับงานอุตสาหกรรม
การคาร์บูไรซิง, ไนไตรดิ้ง และช็อตพีนนิ่ง คือ 3 เทคนิคสำคัญที่ช่วยเพิ่มความแข็งผิวโลหะ เสริมความทนต่อการสึกหรอ และยืดอายุการใช้งาน โดยแต่ละวิธีมีข้อดีและข้อจำกัดต่างกัน
1. จุดประสงค์ของการอบชุบและการจำแนกประเภท
การอบชุบผิวโลหะมีเป้าหมายหลักเพื่อ:
- เพิ่มความแข็งของผิวชิ้นงาน
- เพิ่มความทนต่อการสึกหรอ
- ยืดอายุการล้า (fatigue life)
- ป้องกันการกัดกร่อน
เทคนิคหลักได้แก่:
- คาร์บูไรซิง (Carburizing)
- ไนไตรดิ้ง (Nitriding)
- ช็อตพีนนิ่ง (Shot Peening)
2. คาร์บูไรซิง|เพิ่มความแข็งลึกของผิวด้วยคาร์บอน
กลไก:
นำเหล็กไปอบในบรรยากาศที่มีคาร์บอนสูงที่อุณหภูมิ 900–950°C ให้คาร์บอนแทรกซึมเข้าไปในผิว แล้วชุบแข็ง
จุดเด่น:
- ความแข็งผิวลึก 0.5–2.0 มม.
- โครงสร้างภายในยังคงเหนียว
- มีความเสี่ยงต่อการบิดเบี้ยวจากความร้อน
- ต้นทุนสูงและใช้เวลานาน
- เหมาะกับ: เฟือง, เพลาขับ, แคม ฯลฯ
3. ไนไตรดิ้ง|ชั้นแข็งบางแต่แม่นยำ ทนการกัดกร่อนดี
กลไก:
อบเหล็กในบรรยากาศที่มีไนโตรเจนที่ 500–600°C ให้ไนโตรเจนแทรกซึมผิว แล้วสร้างชั้นไนไตรด์
จุดเด่น:
- ชั้นแข็งตื้น 0.1–0.6 มม.
- ขนาดไม่เปลี่ยนแปลงมาก
- ทนการสึกหรอ ความล้า และการกัดกร่อน
- เหมาะกับ: แม่พิมพ์, สปินเดิล, กระบอกลม
- เหล็กที่เหมาะ: เหล็กไนไตรดิ้ง, เหล็กผสม
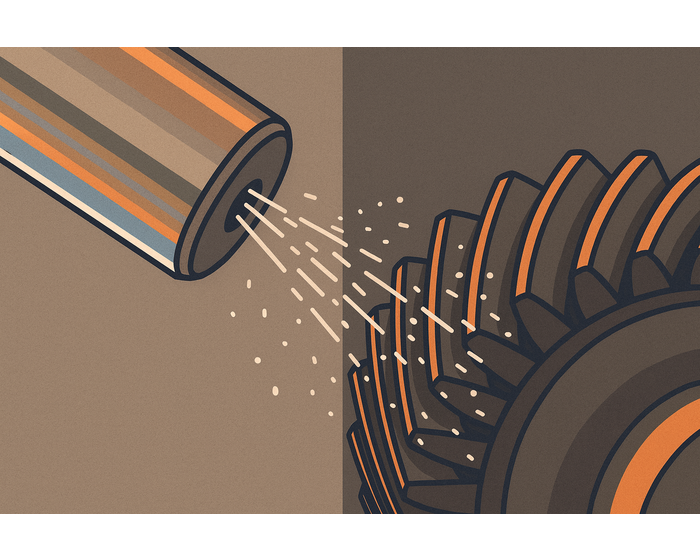
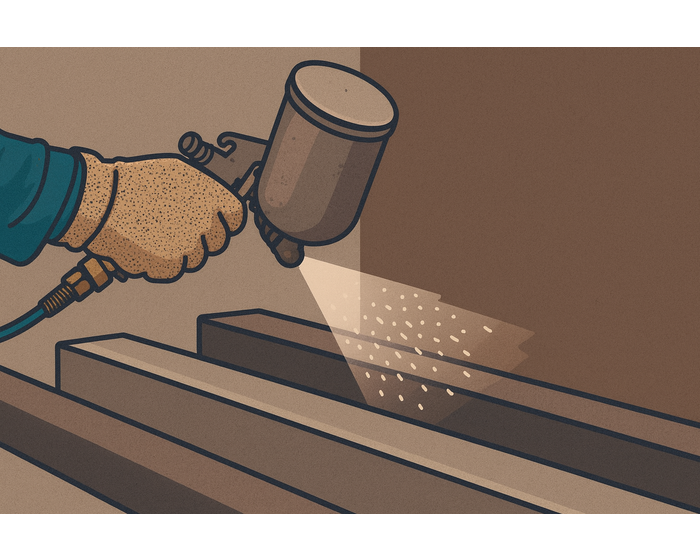
4. ช็อตพีนนิ่ง|เพิ่มอายุการล้าด้วยแรงอัดแบบเย็น
กลไก:
ยิงลูกเหล็กขนาดเล็กด้วยความเร็วสูงใส่ผิวโลหะ เพื่อสร้างแรงอัดคงเหลือ (Residual Stress)
จุดเด่น:
- ใช้กับวัสดุได้หลากหลาย
- ไม่มีความร้อน → ไม่เสียขนาด
- ผิวหยาบขึ้น ต้องควบคุม
- เหมาะกับ: สปริง, เฟือง, ชิ้นส่วนเครื่องบิน, เครื่องยนต์
- สามารถใช้ร่วมกับการอบชุบอื่น เช่น คาร์บูไรซิง
5. แนวทางการเลือกใช้งานให้เหมาะสม
- หากต้องการความแข็งผิวลึก และรองรับแรงกระแทกสูง: ให้เลือก คาร์บูไรซิง
- หากต้องการคงรูปขนาดชิ้นงาน และเพิ่มความทนต่อการกัดกร่อน: ให้เลือก ไนไตรดิ้ง
- หากต้องการเพิ่มอายุการล้า ลดความเสี่ยงการแตกร้าว: ให้เลือก ช็อตพีนนิ่ง
- หากต้องการคุณสมบัติหลายด้านร่วมกัน เช่น ความแข็งผิว + ความทนความล้า: สามารถใช้ คาร์บูไรซิงร่วมกับช็อตพีนนิ่ง เพื่อผลลัพธ์ที่ครอบคลุม
#คาร์บูไรซิง #ไนไตรดิ้ง #ช็อตพีนนิ่ง #อบชุบโลหะ #แข็งผิว #ความทนการสึกหรอ #เครื่องจักรกล #แม่พิมพ์ #ชิ้นส่วนยานยนต์ #OEM