What’s the Difference Between Nonwoven and Woven Fabrics? A Usage-Based Comparison
Choosing between nonwoven and woven fabrics is crucial in product design. Each type offers specific advantages nonwoven fabrics support filtration and cost efficiency, while woven fabrics offer strength and reusability. This guide helps you match the material to the right application.
Why Fabric Type Matters
Material choice directly influences a product’s performance, cost, and market success. Although nonwoven and woven fabrics may appear similar, their construction methods lead to different physical properties, making it essential to choose based on end-use requirements.
Nonwoven Fabric: Structure & Advantages
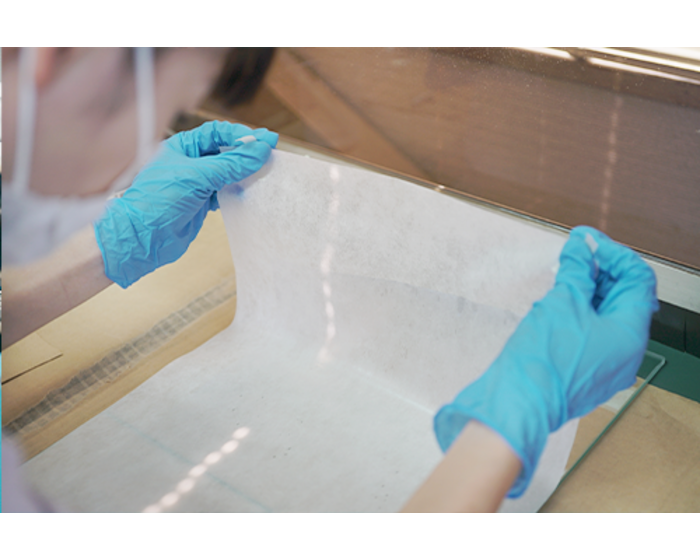
Nonwoven fabrics are produced by bonding fibers through thermal, mechanical, or chemical methods without weaving. Techniques like spunbond, meltblown, and needle-punch allow the fibers to be arranged randomly, forming a lightweight, breathable, and flexible material.
These fabrics are easier to process than woven fabrics, making them ideal for mass production. They are widely used in industries that demand hygiene and disposability, such as medical masks, gowns, filters, and packaging materials.
Woven Fabric: Strength and Durability
In contrast, woven fabrics are made by interlacing warp and weft yarns using traditional weaving methods. This ordered structure results in higher tensile strength, durability, and dimensional stability, making woven fabrics well-suited for reusable products that must withstand repeated use and washing.
Materials such as cotton, polyester, and nylon are common in woven fabrics, which are typically used in clothing, bags, upholstery, and protective covers that require strength and visual appeal.
Comparing Use Cases and Advantages
Nonwoven fabrics are best when breathability, flexibility, and cost are key considerations—especially in applications like disposable medical items, filtration systems, and industrial packaging. They are lightweight, simple to cut and shape, and suitable for high-volume production.
Woven fabrics excel in applications that demand durability, dimensional precision, and surface aesthetics. Their high mechanical strength makes them ideal for reusable goods and products that must maintain shape or withstand wear over time.
Making the Right Material Choice
Use nonwoven fabrics when designing single-use or mass-produced items that benefit from breathable, flexible materials. For products requiring strength, reusability, or abrasion resistance, woven fabrics are the superior choice.
The Evolving Role of Nonwovens
Technological advances such as spunbond–meltblown composites have greatly improved the performance of nonwoven fabrics, making them viable in more demanding applications. Thermoplastic nonwovens like polypropylene are also seen as environmentally friendly, emitting fewer toxins during disposal.
This flexibility in performance and sustainability is driving the growing use of nonwoven fabrics in medical, automotive, and construction industries.
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
❓ FAQ
Q: What applications are best suited for Nonwoven fabrics?
A: Filtration, medical products, and disposable items such as masks and medical gowns.
Q: Why are Woven fabrics more durable?
A: Because they are constructed through interlacing warp and weft yarns, resulting in stronger and more abrasion-resistant structures.
Q: What is SMS technology?
A: A Nonwoven structure combining Spunbond–Meltblown–Spunbond layers to deliver lightweight, breathable, and high-filtration performance.
📚 Glossary
Nonwoven: Fabric made from randomly arranged fibers bonded by heat, chemicals, or pressure
Woven: Fabric produced by interlacing warp and weft yarns
SMS: Spunbond–Meltblown–Spunbond Nonwoven structure
#NonwovenFabric #WovenFabric #IndustrialTextiles #FilterMaterials #MedicalFabrics #MaterialSelection #DisposableDesign #TextileInnovation #TapyrusTech #SustainableMaterials