SERVICE
生産財・サービス
サーボ式パンチプレスの保守は従来方式よりなぜ容易なのか | ダウンタイム削減・生産性向上
製品情報
サーボ式パンチプレスは、従来型のパンチプレスと比べて保守工程を削減し、生産の継続性を高め、省エネルギーを実現します。
■ 従来型パンチプレスの概要
板金の切断・穴あけ・成形作業において、旧型パンチプレスは主に油圧システムまたはメカニカルクラッチ(Mechanical Clutch Drive)を使用し、フライホイールや油圧ポンプを介して加圧します。これらのシステムは堅牢ですが、機械部品が多いため、頻繁な保守が必要です。
従来システムの欠点:
・ 定期的な油圧オイルとフィルター交換が必要
・ シールや油圧ポンプからの漏れのリスク
・ クラッチやブレーキの摩耗により頻繁な調整が必要
・ 修理・保守に時間がかかる → ダウンタイムが長い
・ パンチヘッドが稼働していない時も継続的に電力を消費
■ サーボ式パンチプレスの動作原理
サーボシステムは、電動サーボモーターでパンチヘッドを直接駆動し、高精度電子制御で加圧力とストロークを調整します。これにより油圧ポンプやクラッチ・フライホイールが不要となります。
主な利点:
・ 静音化
・ プログラムで加圧力と速度を調整可能
・ 部品摩耗の低減
・ 生産ラインの自動制御システムとの接続が容易
■ サーボシステムで保守が容易になる理由
・ 油圧オイル不要 → オイル交換や漏れ修理が不要
・ 機械部品が少ない → 摩耗のリスク低減
・ 点検ポイントへのアクセスが容易 → 分解時間の短縮
・ インテリジェント診断機能 → リアルタイムで機械状態を監視
・ ダウンタイム減少 → 実稼働時間の増加
■ 保守内容の違い
・ 従来システム: 6〜12か月ごとの油圧オイル交換、シール交換、クラッチ・ブレーキの調整、機械系統の修理
・ サーボシステム: 主に電気・ソフトウェアの点検と一部潤滑 → 保守間隔が長く、所要時間も短い
■ コストと効率への影響
・ 修理人件費や部品費の削減
・ ダウンタイム減少による実稼働時間の増加
・ パンチ動作時のみモーターが稼働するため省エネルギー
・ 突発的な機械停止のリスク低減
■ スマートファクトリーに最適
サーボシステムはMESやERPと接続し、生産データをリアルタイムで送信可能。これにより予防保全や正確な生産スケジューリングが可能になり、OEE(総合設備効率)の向上に寄与します。
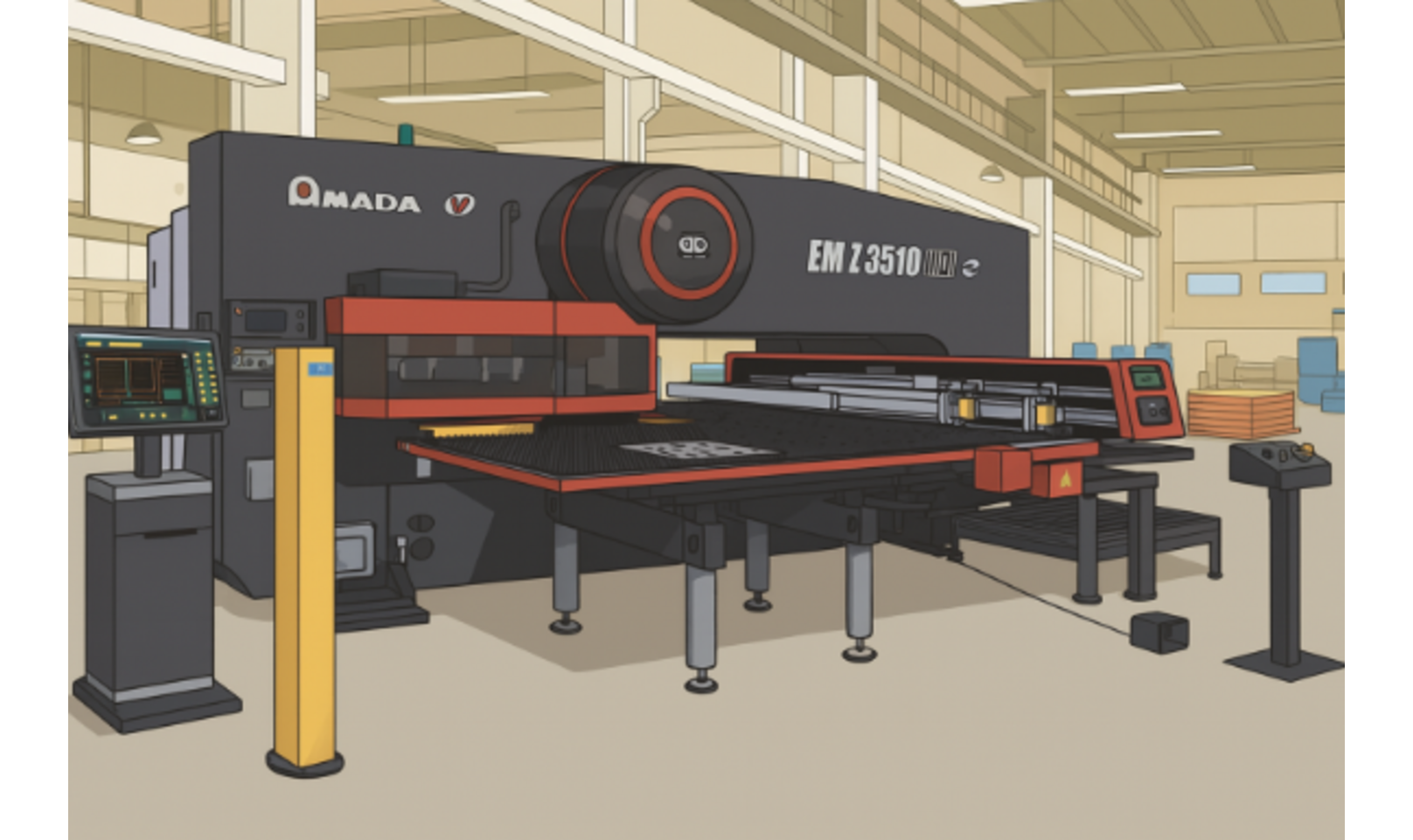
■ 製品紹介: AMADA(THAILAND)CO., LTD. のACサーボモーター式タレットパンチプレス「EM-MIIeシリーズ」
EM-MIIeシリーズは、ACサーボダイレクトツインドライブを搭載したNCT(数値制御タレットパンチプレス)で、最高レベルの速度・精度・効率を実現します。
主な特長:
・ ダイレクトドライブ式ツインACサーボモーター駆動 → 高精度
・ ID金型システム対応 → 金型情報を自動追跡
・ MPTタップ加工金型対応 → セットアップ工程の削減
・ 金型交換の迅速化によるダウンタイム短縮
・ 省エネルギーかつ静音運転
生産能力向上、コスト削減、パンチ加工品質向上を目指す工場に最適です。
■ 詳細PDFのダウンロードやお問い合わせは今すぐどうぞ!
#サーボパンチプレス #タレットパンチプレス #ACサーボ #NCT #保守が簡単 #省エネ工場 #スマートファクトリー #生産性向上 #AMADA #金属加工設備
CATALOG
関連カタログ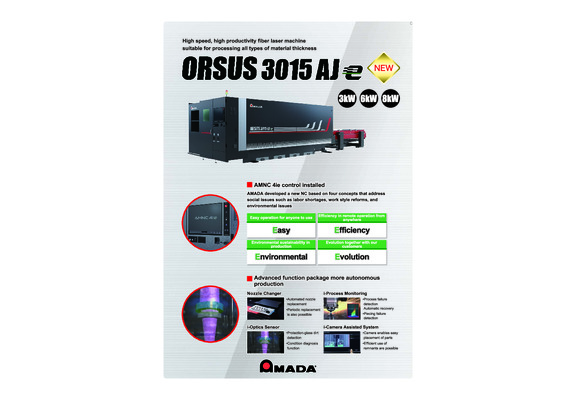

CONTACT
お問い合わせ